1. a composição do sistema de transmissão do cortador de papel.
A unidade do cortador de papel consiste de um rolo em forma de arco, um corte longitudinal, numa correia transportadora, um rolo e um cortador de alimentação de papel. O rolo em forma de arco é usado principalmente para esticar a folha de papel e evitar enrugar-se, portanto, sua velocidade é sincronizado com ou ligeiramente mais rápido do que a indústria de papel; o cortador longitudinal geralmente precisa ser cerca de 1,2 vezes mais rápido que a velocidade do papel; a correia transportadora conduz principalmente a folha de papel acabado para formar uma pilha. Portanto, os quatro unidade de pontos de controle são requisitos relativamente baixa pode ser modo de controle de circuito aberto de unidade de conversão de frequência usado e a unidade principal para dar forma a um controle de diferença de velocidade de tipo corrente velocidade, pode cumprir as exigências.
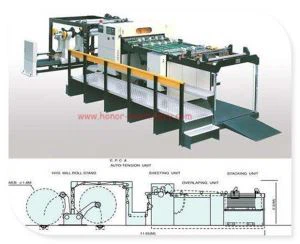
Dois. A estrutura do sistema de controle básico do cortador de papel (como mostrado):
Modo de comunicação RS485 é usado entre PLC e frequência conversor, AC servo controle é usado para alimentação de rolo e cortador de papel papel e tela de toque é usada para controle de operação do cortador de papel. O controle entre o rolo de alimentação e as lâminas do cortador de papel é na verdade um controle de relação de velocidade elevada precisão. Só precisamos controlar o comprimento de corte dentro do intervalo de erro. Não é como as prensas de impressão que exigem precisão posicionar o controle. Portanto, o modo de controle de posição de alta precisão é adotado para o controle do rolete de alimentação e o cortador de papel, e o pulso de alta velocidade é saída do PLC como um dado.
Três, o projeto de controle de servo a forma elementar de controle de servo.
Principalmente é dividido em modo de velocidade, controle de torque e controle de posição.
1. modo speed: através da entrada de sinal analógico ou a frequência de pulso, a velocidade de rotação pode ser controlada, mas ela não pode ser diretamente controlada pelo posicionamento. O controle de PID do loop externo que precisa de um dispositivo de controle de posição externa também pode ser posicionado, mas o sinal de posição do motor ou o sinal de posição da carga direta deve ser alimentado volta para o nível superior para a operação. Pode também ser amplamente utilizado na regulação da velocidade do sistema de transmissão. Desde que o controle entre o rolete de alimentação e as lâminas do cortador de papel é na verdade um precisão alta velocidade controle proporcional, controle o cortador de papel também pode ser usado.
2. torque control: controle de Torque é definir o torque da saída do eixo do motor através da entrada de analógico externo ou a atribuição de endereço direto. O binário ajustado pode ser alterado, alterando a configuração da analog instantaneamente. Este modo é usado principalmente no enrolamento e desenrolamento que tem requisitos rigorosos para material de força. No dispositivo.
3. controle posição: modalidade de controle de posição é geralmente através da frequência de pulso de entrada externo para determinar o tamanho da velocidade rotacional, através do número de pulsos para determinar o ângulo de rotação, mas também alguns servos podem ser diretamente através de atribuição de velocidade e deslocamento de comunicação. Porque o modo de posição pode controlar a velocidade e posição muito estritamente, é geralmente usado no dispositivo de posicionamento. Áreas de aplicação, tais como máquinas-ferramentas CNC, máquinas de impressão e assim por diante.
Porque o controle entre o rolete de alimentação e as lâminas do cortador de papel é na verdade um controle proporcional de velocidade de alta precisão, controle de posição geralmente é adotada, mas o modo de controle de velocidade de alta precisão do controle de posição é aplicado. No controle do cortador de papel, o comando de posição é usado como a entrada de dada para o sistema de servo AC, e a frequência digital da unidade geral servo é usada. Dado, você pode usar PLC para dar ou faixa de sinais de encoder. A velocidade do motor pode ser controlada, controlando a frequência do sinal dado.